PERCAGE DU COUPLE 5 POUR SYSTEME DE VOLETS VERSION UL, ULC et CLUB
DRILLING OF N°5 FRAME FOR UL,ULC AND CLUB FLAP CONTROL SYSTEM
important : l'ensemble des perēages est ą faire ą la perceuse ą
colonne, en prenant un soin particulier ą l'équerrage.
Important : all the drillings must be done with a pillar drill, and checking carefully
you are perpendicular.
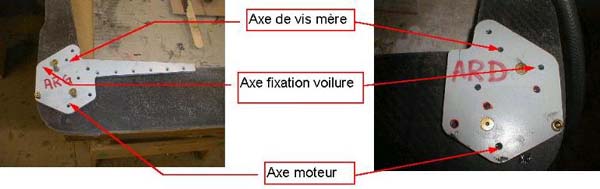

- En vous mettant ą la perceuse ą colonne, agrandissez le trou de vis mčre ą gauche et ą droite, en utilisant des forets de diamčtres croissants jusqu’au foret de .
Ę23.75mm.
- Passez l’alésoir
Ę24.

- REMARQUE: Le fonctionnement des volets impose que le tube dépasse de la poulie de 3
mm.
- Note : for a good flap operation pulley support tube inside bering must be 3 mm out
of pulley.
- Avec la fraise ą lamer Ę24x32,
creusez le logement du roulement de vis mčre dans les ferrures ARRIERES et quelques mm de
bois. La profondeur du logement dépend de l’épaisseur (variable) du couple avec ses
ferrures. Par exemple, si votre couple a une épaisseur e=32 mm, il faut creuser de l=7 mm
; si e=33, l=8, etc... l’important est que votre tube dépasse de 3 mm.
- With 24x32 mm diameter spot face cutter, drill leading screw cage bearing into aft
attach fittings and few mm into wood. Drill so that the pulley support tube inside bearing
is 3 mm out of pulley.
- Pour vérifier la profondeur du lamage, vous pouvez :
1) utiliser les pičces qui seront réellement
montées sur l'avion, AVEC la bague bronze (TCI planche 18 rep 6)
ou 2) utiliser le calibre de profondeur, mais SANS la
bague bronze (l'outil prend en compte l'épaisseur de la collerette de la bague).
- To check the hole spotfacing depth, you can :
1) use the parts that will be installed on the
plane , WITH the brass sleeve installed (parts catalog page 18 item 6)
or 2) use the special depth gauge jig , but WITHOUT
the brass sleeve. (the gauge takes its thickness into account)


- Dans les 2 ferrures arričres, percez
Ę5.5mm jusqu'ą mi-bois puis passez la fraise ą lamer Ę13mm seulement dans l’épaisseur des ferrures. (logements des roulements d’axes moteurs).
- Percer au foret
Ę9.7 mm puis aléser Ę10mm les trous d’axes voilure.