 Retour
sommaire.
Retour
sommaire.

VOLETS / FLAPS
MCR Club
Collage du squelette / Skeleton bonding
Installez-vous dans le gabarit de fabrication des volets de la version ULM. (Les cotes
sont presque les męmes).
Use the Ultra-Light flap mounting jig (dimensions are almost the same).
Faites un montage ŕ blanc dans l'outil en mettant les ferrures d'articulation bien en
face des fentes de l'outil. Faites bien plaquer les becs de nervure en PVC en avant contre
les nervures de l'outil.
Do a mock assembly using this jig, with the joint attach fittings precisely in front
of the jig slits. Hold the PVC leading-edge foam ribs forward, against the jig ribs.
Repérez la position des longerons sur les nervures en carbone (en face des encoches
pour les semelles de longeron).
Spot the correct positions of the spars to attach them to the carbon fiber ribs
(opposite the slits used to fit the spar caps).
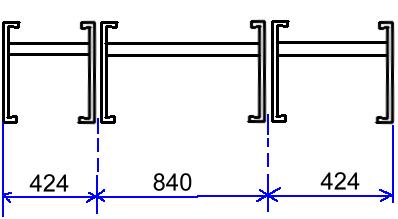
Préparez les cales ŕ mettre aux extrémités du volet pour plaquer les nervures
externes contre les longerons, en respectant les cotes 424 / 840 / 424 (voir dessin).
Prepare the spacers to be placed at each end of the flap to hold the external ribs
against the spars, ensuring that the requirement for precise dimensions 424 / 840 / 424 is
met (see associated drawing).


Assurez-vous que les ferrures sont perpendiculaires au longeron ŕ l'aide de l'outil
marqué "836 entre potences volets Club".
Ensure that the fittings are perpendicular to the spar, using the jig named "836
entre potences volets Club" (836 between hoist arms fo the club flaps).
Défaites le montage ŕ blanc.
Undo the mock assembly
Protégez l'outil contre les coulures de colle.
Protect the jig against damages due to the excess of glue.
Les opérations suivantes doivent ętre réalisées en deux étapes, premičrement :
- Poncez et dégraissez les surfaces ŕ encoller sur les nervures en carbone.
- Dans l'outil, collez ŕ la XE-2162 les nervures en carbone sur les longerons, respectez
les marques du montage ŕ blanc. Mettez les semelles de longeron inférieures ŕ leur
place sans les coller, seulement pour caler les longerons en mousse.
- Alignez les ferrures d'articulation avec les fentes de l'outil, installez la grande cale
pour mettre les ferrures d'articulation verticales (+ pinces), et mettez les cales de
maintien aux extrémités
- Collez les becs de nervure en PVC ŕ la colle XE-2162.
- Collez les queues de nervure en PVC .
Séchage 24h mini avant deuxičme étape : collage des
semelles de longeron :
- Poncez les bavures de colle qui gčnent le collage des
bandes d'alu.
- Préparez une rčgle en bois rigide de 1700x50 mm (scotch et
cire) et des serre-joints.
- Passer les semelles de longerons au scotch-brite et ŕ
l'acétone.
- Dépoussičrez ŕ l'aspirateur et dégraissez les longerons
et les nervures carbone
- Collez la semelle inférieure et installez l'ensemble dans
l'outil
- Collez la semelle supérieure
- Mettez doucement en pression avec le tasseau, des
serre-joints et des sacs de plomb. Vérifiez que les semelles sont bien en place dans
leurs encoches.
Séchage 24 h mini avant manipulation.
The following operations must be done in two parts,
first :
- Abrade and degrease the surfaces to be bonded on the carbon fiber spars.
- In the jig, use XE-2162 glue to bond the carbon fiber ribs onto the spars. Comply
with the previous marks spotted on the mock assembly. Position the lower caps of the spar
into place whitout bonding them. They will only be used to hold the foam spars in
place at this stage.
- Align the attach fittings with the jig slits, an place the large spacer to insert
the big vertical fittings (use nippers), and finally place the remaining holding spacers
at the edges.
- Bond the leading edge PVC foam ribs with XE-2162 glue.
- Bond the trailing edge PVC foam ribs.
Leave the assembly dry out before proceeding with the
second part : spar caps bonding.
- Abrade the excess of glue which would prevent the
alluminium stripes from being properly bonded..
- Gather a rigid, wooden ruler (1700*50 mm, protected by
adhesive tape and wax), and clamps.
- Use acetone and a scotch-brite to clean the spar upper
and lower caps.
- Vacuum-clean the surfaces and degrease them, as well as
the carbon spars.
- Bond the lower cap and put the assembly into the jig.
- Bond the upper cap.
- Apply a slight pressure on the assembly with a cleat,
clamps and lead bags. Check that both upper and lower caps are well positioned into their
slits.
Leave the assembly dry out for 24 hours minimum before
doing any other operation.
Retour
sommaire.